Electrode arc welding ဟုလည်းလူသိများသော SMAW သည် arc ကို electrode မှလှုံ့ဆော်ပေးပြီး ဂဟေအစိတ်အပိုင်းများကို arc အပူဖြင့် အရည်ပျော်သွားသည့် ပေါင်းစပ်ဂဟေဆက်နည်းတစ်ခုဖြစ်သည်။၎င်းသည် လက်ရှိတွင် အသုံးအများဆုံးနှင့် အသုံးများသော ဂဟေဆက်နည်းဖြစ်သည်။

Arc သည် air conduction ဖြစ်စဉ်တစ်ခုဖြစ်သည်။welding arc သည် electrode နှင့် workpiece ကြားရှိ ဓာတ်ငွေ့ ကြားခံတွင် ထုတ်ပေးသော ပြင်းထန်ပြီး ဆက်တိုက် ထွက်လာသည့် ဖြစ်စဉ်တစ်ခု ဖြစ်သည်။ဂဟေဆော်သည့်လုပ်ငန်းစဉ်အတွင်း၊ လျှပ်ကူးပစ္စည်းနှင့် ဂဟေဆော်မှုတို့သည် ဂဟေပါဝါရင်းမြစ်၏ လျှပ်ကူးပစ္စည်းနှစ်ခုသို့ အသီးသီး ချိတ်ဆက်ထားသည်။လျှပ်ကူးပစ္စည်း၏ ဂဟေဆော်သော အူတိုင်သည် ဂဟေဆော်မှု၏ မျက်နှာပြင်ကို ထိတွေ့သောအခါ၊ ဆားကစ်ပွင့်လာပြီး တစ်ချိန်တည်းတွင် ကြီးမားသော တိုတောင်းသော လျှပ်စီးကြောင်းကို ထုတ်ပေးသည်။Q=I2Rt အရ အဆက်အသွယ်တွင် ခုခံမှုအချို့ရှိနေသောကြောင့်၊ ထိုနေရာတွင် အပူပမာဏများစွာကို ထုတ်ပေးမည်ဖြစ်ပြီး အပူသည် လျင်မြန်စွာပူလာပြီး အဆက်အသွယ်ကို အရည်ပျော်သွားမည်ဖြစ်သည်။လျှပ်ကူးပစ္စည်းကို 2 ~ 4 မီလီမီတာဖြင့် မြှောက်လိုက်သောအခါ၊ လျှပ်ကူးပစ္စည်းနှင့် ဂဟေဆော်မှုကြားရှိ ဓာတ်ငွေ့ကြားခံသည် အိုင်ယွန်ဖြစ်လာပြီး လျှပ်ကူးလက်ထရွန်နှင့် အပြုသဘောဆောင်သော အိုင်းယွန်းများကို ထုတ်ပေးသည်။လျှပ်စစ်စက်ကွင်း၏ လုပ်ဆောင်ချက်အောက်တွင်၊ အီလက်ထရွန်များသည် anode သို့ ရွေ့သွားပြီး အပြုသဘောဆောင်သော အိုင်းယွန်းများသည် cathode သို့ ရွေ့လျားသည်။၎င်းတို့သည် တိုက်မိပြီး အဆက်မပြတ် ပြန်လည်ပေါင်းစပ်ကာ အရွေ့စွမ်းအင်ကို အပူစွမ်းအင်အဖြစ်သို့ ပြောင်းလဲကာ ပြင်းထန်သောအလင်းရောင်နှင့် မြင့်မားသောအပူကို ထုတ်ပေးကာ လျှပ်ကူးပစ္စည်း၏အဆုံးနှင့် ဂဟေဆော်မှုကြားတွင် ထောင့်တစ်ခုအဖြစ် ဖြစ်ပေါ်လာသည်။
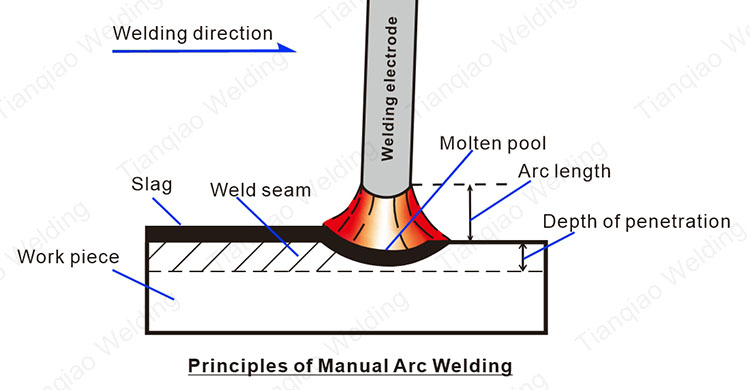
arc သည် electrode ၏အဆုံးနှင့်သက်ဆိုင်သောဂဟေဆော်မှုကိုတစ်ချိန်တည်းတွင်အရည်ပျော်သည်။ဂဟေသတ္တုသည် သွန်းသောရေကန်အဖြစ် အရည်ပျော်သွားပြီး လျှပ်ကူးပစ္စည်းသတ္တုသည် အစက်အပြောက်အဖြစ် အရည်ပျော်သွားသည်။သွန်းသောအမှုန်အမွှားများသည် ဒြပ်ဆွဲအားနှင့် arc မှုတ်ထုတ်ခြင်းဆိုင်ရာ လုပ်ဆောင်ချက်အောက်တွင် သွန်းသောရေကန်ထဲသို့ ၀င်ရောက်ကာ၊ ဂဟေဆော်သည့်သတ္တုဖြင့် ဖျစ်ပြီး ခိုင်မာပြီးနောက် ဂဟေဆက်မှုတစ်ခုဖြစ်လာသည်။welding လုပ်ငန်းစဉ်အတွင်း၊ အပေါ်ယံအလွှာသည် slag အဖြစ် အရည်ပျော်သွားပြီး သတ္တုအမြောက်အမြားကို သတ္တုတွင်းသွန်းမှုမှ ကာကွယ်ပေးပြီး သတ္တုတွင်းထွက်ခြင်းကို ကာကွယ်ပေးသည်။
ဂဟေဆော်ရာတွင် အပိုင်းသုံးပိုင်းပါဝင်သည်- cathode ဧရိယာ၊ anode ဧရိယာနှင့် arc ကော်လံဧရိယာ။cathode ဧရိယာသည် အီလက်ထရွန်များကို ထုတ်လွှတ်ပြီး အပူချိန် 2400K ခန့် နိမ့်ပါသည်။anode ဧရိယာသည် အီလက်ထရွန်များကို လက်ခံပြီး အပူချိန် 2600K ခန့် မြင့်မားသည်။Arc ကော်လံဧရိယာ၏ဗဟိုအပူချိန်သည် အမြင့်ဆုံးဖြစ်ပြီး 6000 ~ 8000K ခန့်ဖြစ်သည်။

ဂဟေဆော်ရန်အတွက် DC arc welding power source (ဥပမာ arc welding rectifier) ကိုအသုံးပြုသောအခါ၊ ချိတ်ဆက်မှုနည်းလမ်းနှစ်ခုရှိသည်- positive connection နှင့် reverse connection ။Positive connection သည် electrode ကို negative electrode နှင့် ချိတ်ဆက်ပြီး workpiece ကို positive electrode နှင့် ချိတ်ဆက်ထားသည့် ချိတ်ဆက်မှုနည်းလမ်းဖြစ်သည်။အပြုသဘောဆောင်သောလျှပ်ကူးပစ္စည်းသည် အီလက်ထရွန်များကိုလက်ခံပြီး အပူပိုထုတ်ပေးသောကြောင့် ဂဟေဆော်ခြင်းသည် ထိုးဖောက်ရန်လွယ်ကူသောကြောင့် ဤချိတ်ဆက်မှုနည်းလမ်းကို ပိုထူသော workpieces များကို ဂဟေဆက်ရန်အတွက် အသုံးပြုလေ့ရှိသည်။Reverse connection သည် electrode ကို positive electrode နှင့် ချိတ်ဆက်ထားပြီး workpiece ကို negative electrode နှင့် ချိတ်ဆက်သည့် နည်းလမ်းဖြစ်သည်။အနုတ်လျှပ်ကူးပစ္စည်းမှ ထုတ်လွှတ်သော အီလက်ထရွန်များမှ ထုတ်ပေးသော အပူသည် နည်းပါးသောကြောင့်၊ ဂဟေဆက်ခြင်းသည် လောင်ကျွမ်းရန် မလွယ်ကူသောကြောင့် ဤချိတ်ဆက်မှုနည်းလမ်းကို ပါးလွှာသော workpieces များကို ဂဟေဆက်ရန်အတွက် အသုံးပြုလေ့ရှိပါသည်။
welding arc မှထုတ်ပေးသော အပူသည် arc voltage နှင့် welding current (ဆိုလိုသည်မှာ Q=IUt) ၏ ထုတ်ကုန်နှင့် အချိုးကျပါသည်။အများအားဖြင့်၊ arc ကို တည်ငြိမ်စွာ လောင်ကျွမ်းသောအခါ ဂဟေဆော်ခြင်းနှင့် လျှပ်ကူးပစ္စည်းကြားရှိ ဗို့အားကို arc voltage ဟုခေါ်ပြီး arc ဗို့အားသည် များသောအားဖြင့် 20 ~ 35V အကွာအဝေးတွင် ရှိနေသည်။arc ဗို့အား အနည်းငယ်ပြောင်းလဲသွားသောကြောင့်၊ ထုတ်လုပ်မှုတွင် ဂဟေဆော်ခြင်းကို ချိန်ညှိခြင်းဖြင့် arc အပူကို အဓိကအားဖြင့် ချိန်ညှိသည်။
စာတိုက်အချိန်- ဒီဇင်ဘာ-၃၀-၂၀၂၂